
Partiamo con la dura realtà.
Il laser che lavora su tutti i materiali con la stessa facilità e qualità ed è anche economico non esiste.
Come scegliere quindi il miglior incisore laser?
Senza girarci intorno le domande che devi porti sono due.
1) Che materiali vuoi lavorare principalmente.
2) Qual è il tuo budget.
Se non riesci a rispondere in modo concreto fermati e schiarisciti le idee.
Non è ancora il momento di comprare.
Prezzi e modelli inoltre sono ovviamente in continua evoluzione e cambiamento, per questo ti consiglio di:
Un laser non incide e non taglia solo perché è potente.
Incide e taglia quando la sua lunghezza d’onda viene assorbita dal materiale.
Quando il materiale assorbe bene quella luce l’energia si trasforma in calore.
Da lì nascono sia l’incisione che il taglio.
La chiave è quanta energia riesci a concentrare nello stesso punto e per quanto tempo.
Per incidere basta modificare la superficie.
Serve poca energia e per poco tempo.
Per tagliare devi attraversare tutto lo spessore del materiale.
Serve molta più energia concentrata e una gestione del calore completamente diversa.
Un laser può quindi incidere bene ma non riuscire a tagliare.
Succede quando la lunghezza d’onda è corretta ma la potenza, la densità di energia o la velocità non sono sufficienti per superare lo spessore del materiale.
ATTENZIONE: alcuni store/brand (soprattutto per quanto riguarda i laser a diodo) indicano il consumo elettrico della macchina lasciando intendere che sia la potenza del laser.
Sono due dati completamente diversi.
Il consumo elettrico rappresenta l’energia assorbita dall’intero sistema.
Include alimentatore, elettronica, ventole, motori e perdite, non descrive la potenza effettiva del raggio laser.
Un laser pubblicizzato come “40 W” può in realtà avere un modulo da 5W e consumare 40 W dalla presa.
Ogni laser, indipendentemente dalla tecnologia, ha bisogno di un software per funzionare.
Nei laser di fascia hobbistica e maker è molto comune trovare controller basati su GRBL.
GRBL non è un programma grafico, è un firmware free che gira sull’elettronica della macchina e interpreta i comandi di movimento e potenza.
Fra i software più completi uno dei più diffusi è LightBurn che però, dopo un periodo di prova, necessita di un abbonamento annuale.
Con Lightburn puoi importare file vettoriali e immagini, gestisce parametri di incisione e taglio e
può comunicare direttamente con la macchina o semplicemente inviargli il file da eseguire.
La vera forza di questo software risiede nel numero di utenti che lo utilizzano e nella relativa community e video tutorial online.
Molti produttori offrono però anche software proprietari.
Un esempio è xTool Studio, un software epurato da tutti i tecnicismi e alla portata di chiunque.
Questi software sono infatti spesso pensati per semplificare l’esperienza, hanno interfacce guidate e profili materiali pronti; in alcuni casi integrazione con app per smartphone o tablet.
Il punto importante non è quale software sia migliore, ma capire che il software fa parte della macchina tanto quanto il laser stesso.
Ma non spaventarti, questi software sono semplicissimi da usare e la curva di apprendimento è rapidissima, ti consiglio di provare prima di desistere.

È quasi sempre il primo laser che si incontra.
È compatto, dal prezzo accessibile e apparentemente semplice da usare.
La lunghezza d’onda utilizzata è di circa 445 nm e rientra nel campo del visibile.
La luce viene generata da uno o più diodi all’interno del modulo laser.
All’aumentare della potenza aumenta la complessità del modulo, che può utilizzare più diodi combinati otticamente.
Il risultato è un modulo più voluminoso, più difficile da raffreddare e con maggiori inerzie da gestire durante il movimento.
La struttura meccanica è spesso open frame realizzata con estrusi in alluminio.
Il modulo si muove su motori, cinghie e talvolta viti senza fine.
Le aree di lavoro tipiche sono intorno ai 400 × 400 mm.
Come vedremo fra poco l’ostacolo più grande nell’utilizzo quotidiano è la gestione fumi quindi molti produttori optano ultimamente per macchine boxate dotate di ventola di aspirazione.
Il box consente inoltre di gestire nel 99% dei casi una telecamera a bordo e una gestione dei movimenti migliorata promettendo maggior velocità, stabilità e precisione.

Incide nativamente legno, compensato, pelle, carta, gomma, tessuto e acrilico colorato.
Può marcare superficialmente acciaio, alluminio anodizzato, granito, basalto e ardesia.
In questo caso si parla però di marcatura ottenuta per alterazione superficiale o ossidazione, non di incisione profonda per asportazione di materiale.
Taglia gli stessi materiali non metallici e nessuna pietra.
Su piccoli spessori metallici, se la potenza lo consente, può arrivare al taglio completo.
All’aumentare dello spessore emergono però limiti evidenti, spesso accompagnati da surriscaldamento, bruciature e deformazioni del pezzo.
Diventa invece problematico su acrilico trasparente e vetro.
Con trattamenti superficiali possono essere incisi, ma il processo è lento, poco ripetibile, difficile da standardizzare e i risultati non paragonabili in qualità a tecnologie dedicate (vedi ad esmpio CO2 su acrilico).
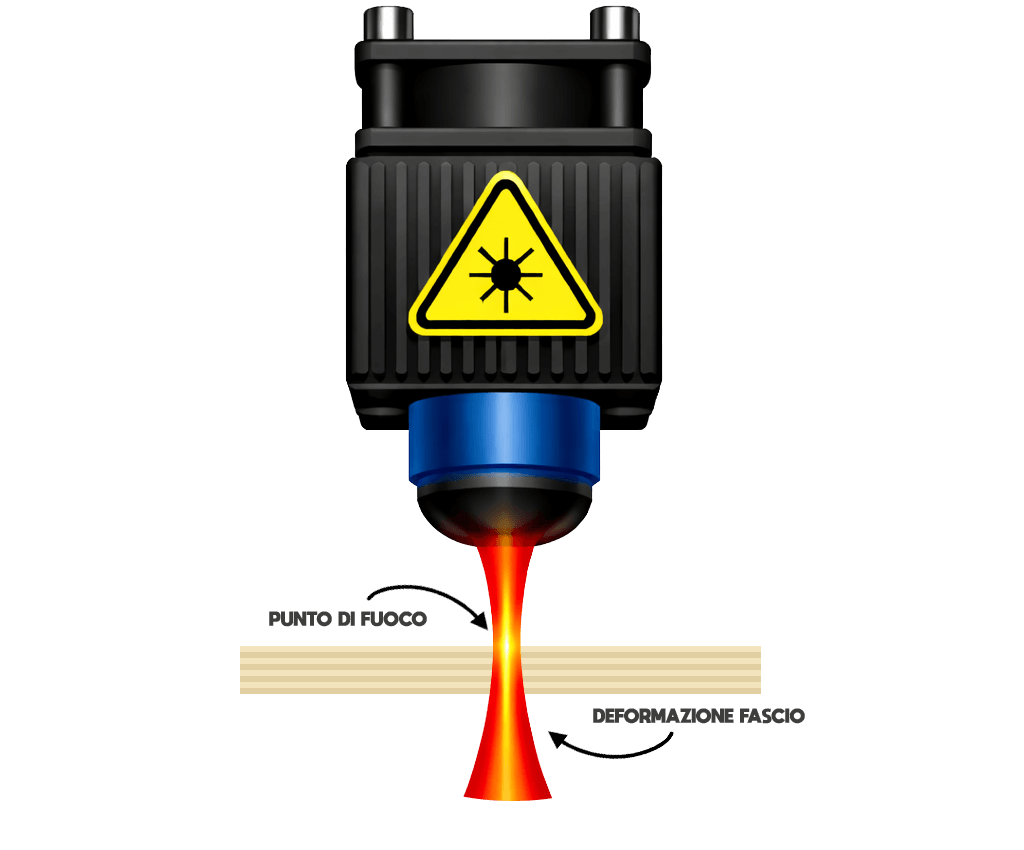
Il raggio di un laser a diodo non è perfettamente rettilineo.
Assomiglia piuttosto ad una clessidra.
Il fuoco è ottimizzato quindi sulla superficie e perde di definizione ed efficacia scendendo in profondità.
Prendendo in considerazione la singola passata, con un diodo da circa 10 W su legno tenero o compensato di buona qualità si tagliano circa 4 mm, mentre con moduli da circa 20 W si arriva realisticamente a 6/8 mm.
In condizioni favorevoli e con macchine di qualitàsi possono toccare 10 mm, ma non è la norma.
Passate multiple sono invece all’ordine del giorno, soprattutto con laser poco potenti come il 10w, ma questo non vuol dire un risultato peggiore; se le impostazioni sono corrette nella peggiore delle ipotesi impiegherai semplicemente più tempo.
Ricorda che colle e densità irregolari disperdono energia, quindi su MDF, multistrato con colle da esterno o legni resinosi la profondità utile si riduce.
Su pelle, tessuti e cartone anche spessori importanti vengono invece attraversati facilmente e il limite diventa il controllo del calore.
Si tratta di un flusso d’aria diretto esattamente nel punto di incisione o di taglio generato da un compressore solitamente esterno alla struttura della macchina.
L’air assist allontana fumi e residui.
Riduce la carbonizzazione.
Raffredda localmente la zona di lavoro.
Nel taglio è determinante.
A parità di potenza un laser a diodo con air assist attivo taglia di più e in modo più pulito.
Nei modelli entry level può essere assente o opzionale quindi ti consiglio di controllare se nella macchina che intendi acquistare è compreso o meno.
L’altra grande comodità è poter gestire l’air assist via software, azionandolo o meno durante lavorazioni complesse.
Nell’incisione solitamente si lascia spento o comunque ad un 10/15% mentre durante il taglio viene usato a piano regime.
Un aspetto spesso sottovalutato nei laser a diodo è la produzione di fumi.
Anche se la potenza è relativamente bassa, l’incisione e il taglio generano vapori, particolato e residui.
Su legno, compensato e MDF i fumi derivano dalla combustione e dalla vaporizzazione delle fibre e delle colle.
Su pelle, tessuti e materiali sintetici possono essere presenti sostanze irritanti o sgradevoli.
Il fatto che il laser sia “piccolo” non rende i fumi innocui.
Senza un’adeguata aspirazione i fumi ristagnano sulla superficie.
Questo peggiora la qualità dell’incisione.
Sporca i bordi.
Riduce il contrasto.
E accelera l’imbrattamento di lenti e ottiche.
L’esposizione continua ai fumi rende l’utilizzo del laser pericoloso e ingestibile all’interno di ambienti casalinghi / hobby.
È uno dei motivi principali per cui molti laser a diodo finiscono spenti su un banco.
Un sistema di aspirazione, anche semplice, è fortemente consigliato.
In pratica, un laser a diodo senza gestione dei fumi è tecnicamente funzionante.
Ma praticamente limitato.
Indicativamente i laser a diodo entry level partono da poche centinaia di euro come il Mecpow X3 Pro da 10 W sino a prodotti boxati, potenti e performanti come il Creality Falcon2 Pro 40W.
Il prezzo può salire in base alla potenza, alla qualità del modulo e agli accessori a corredo, ma le configurazioni più comuni per uso iniziare ad uso hobbistico e maker si collocano oggi nella fascia 10 e 20 W.
I diodi purtroppo non sono eterni e si degradano nel tempo, inoltre non sono sostituibili singolarmente.
La manutenzione consiste nel mantenere la lente a valle dei diodi pulita e i condotti dell’air assist liberi per evitare di sopperire il mancato taglio o incisione aumentando la potenza del fascio e diminuendone quindi il tempo di vita.
Tutte le parti meccaniche (cinghie, viti senza fine, motori ecc) vanno preservate nel tempo e regolate per evitare movimenti poco precisi.
Il laser a diodo è ottimo per imparare, economico e versatile.
Mostra i suoi limiti quando servono velocità, spessori e ripetibilità, ma nell’uso quotidiano e hobbistico rimane ancora oggi il prodotto consigliato.

Il laser CO2 è spesso il primo vero salto di qualità dopo il diodo.
È più ingombrante, più costoso e meno immediato.
Ma apre possibilità che il diodo non può offrire.
La lunghezza d’onda utilizzata è di circa 10.600 nm e rientra nel campo dell’infrarosso lontano.
È una lunghezza d’onda completamente diversa da quella del diodo.
Ed è il vero motivo per cui il CO2 lavora materiali che il diodo fatica anche solo a incidere.
Il raggio laser viene generato all’interno di un tubo contenente una miscela di gas.
Il tubo può essere in vetro o in metallo a seconda della fascia di prezzo.
Il fascio (ti ricordo non visibile) viene poi guidato tramite specchi verso la testa di lavoro e anche per questo motivo tutti i laser CO2 sono forniti con una struttura che impedisce l’avvicinamento dell’operatore durante la lavorazione.
Si tratta infatti quasi sempre di macchine chiuse, con un telaio rigido e un piano di lavoro fisso.
Il tubo laser è fermo, a muoversi sono solo la testa di lavoro e il sistema di specchi, che risultano relativamente compatti e leggeri.

Questo permette movimenti molto rapidi e precisi.
Spesso superiori a quelli ottenibili con laser a diodo ad alta potenza.
Tutto questo banalmente comporta però una necessità di spazio e una difficoltà nel movimentarlo ben più grandi rispetto ad un normale laser a diodo.
Incide nativamente legno, compensato, MDF, acrilico sia colorato che trasparente, pelle, gomma, carta, cartone, tessuti e vetro.
Su questi materiali l’interazione è diretta ed efficiente.
Può marcare metalli solo tramite l’uso di spray o paste dedicate.
Anche in questo caso si parla di marcatura superficiale.
Non di incisione o asportazione di materiale.
Taglia gli stessi materiali non metallici con molta più facilità rispetto al diodo.
Qui il concetto di taglio diventa finalmente centrale e pratico.
Con un CO2 da circa 40 W è realistico aspettarsi il taglio di legno e acrilico intorno agli 8mm in una singola passata.
Con più passate e materiali ben scelti si può arrivare a 12/15 mm.
Con macchine da 60 o 80 W il taglio pulito di 10 mm diventa una condizione normale.
Su acrilico colato e materiali omogenei si possono superare anche questi valori.
Con potenze superiori, tipicamente sopra i 100 W, si entra in un ambito più vicino alla produzione.
Tagli da 12 a 15 mm su legno e acrilico diventano possibili, sempre in funzione della qualità del materiale.
Il CO2 lavora molto bene su materiali spessi e uniformi.
L’acrilico trasparente, in particolare, è uno dei materiali dove esprime il massimo potenziale.
Anche qui la potenza non è l’unico fattore.
Ma il CO2 parte da un vantaggio fisico importante il suo fascio.
Il fascio laser del CO2 è più regolare e meglio collimato.
La perdita di efficacia in profondità è molto più contenuta rispetto a un laser a diodo.
Questo rende il taglio più prevedibile e ripetibile.
La messa a fuoco resta fondamentale.
Il fuoco viene solitamente regolato sulla superficie del materiale.
Man mano che si scende in profondità il punto comunque si allarga, ma in modo molto più controllato rispetto a un diodo.
Nel laser CO2 la produzione di fumi non è un dettaglio.
È parte integrante del processo.
Il CO2 lavora materiali che vaporizzano in modo importante.
Legno, MDF, acrilico, gomma e pelle producono grandi quantità di fumo e residui.
Nel taglio il volume di materiale rimosso è molto maggiore rispetto a un diodo.
I fumi non gestiti compromettono immediatamente la qualità del lavoro.
I bordi diventano sporchi, il taglio perde precisione, le superfici si macchiano.
C’è anche un aspetto di sicurezza.
Alcuni materiali producono fumi irritanti o potenzialmente nocivi.
Senza un’adeguata aspirazione l’ambiente diventa rapidamente invivibile.
Nei laser CO2 l’aspirazione non è opzionale.
Un buon sistema di aspirazione migliora il taglio.
Protegge ottiche e specchi.
Rende la macchina utilizzabile nel tempo.
Il tubo laser ha una vita limitata, tipicamente varia da alcune migliaia di ore fino a oltre 10.000 ore nei tubi di qualità.
A differenza però dei diodi, il tubo CO2 è un componente sostituibile.
Questo rende il ciclo di vita della macchina più prevedibile, ma introduce un costo periodico da mettere in conto.
La pulizia della macchina è d’obbligo, soprattutto degli specchi che guidano il fascio laser, ma nelle macchine professionali e semiprofessionali è davvero un gioco da ragazzi, come del resto il settaggio corretto della centratura del fascio.
In queste macchine è presente inoltre un raffreddamento a liquido del tubo ergo va mantenuto in perfetta efficienza controllandone la quantità ed eventualmente aggiungendo antigelo (non preoccuparti, anche qui si tratta di un lavoro veloce e pulito).
Indicativamente i laser CO2 desktop partono da qualche migliaio di euro.
I modelli più compatti e orientati all’hobbistica evoluta si collocano intorno ai 2.000–3.000 euro.
Salendo per area di lavoro, potenza e dotazione si arriva facilmente a 5.000–8.000 euro e oltre.
Qui il budget diventa una scelta strutturale.
Il laser CO2 rappresenta il vero punto di svolta tra incisione e taglio.
È più impegnativo in termini di spazio, costi e gestione, ma offre una capacità di lavorazione che il diodo non può raggiungere.
Se il diodo è uno strumento per imparare, il CO2 è uno strumento per fare.
Quando iniziano a contare velocità, spessori e ripetibilità, il salto è quasi obbligato.
Il laser IR viene spesso percepito come una via di mezzo.
In realtà è uno strumento con uno scopo molto preciso.

La lunghezza d’onda utilizzata è di circa 1064 nm e rientra nell’infrarosso vicino.
È la stessa lunghezza d’onda utilizzata dai laser a fibra.
La differenza non è nella luce, ma nella potenza disponibile, nella densità di energia e nello scopo della macchina.
Dal punto di vista meccanico queste macchine sono compatte, la testa è leggera e le velocità di marcatura possono essere molto elevate.
Esteticamente il modulo assomiglia ad un piccolo laser a diodo e come tale può essere movimentato e installato su macchine simili se non a bordo delle stesse.
(Nell’esempio qui sopra, l’Atomstack P1 è un piccolo laser a diodo in combo con un modulo IR da 1.2w)
La messa a fuoco è fondamentale.
Il laser IR lavora con spot molto piccoli, che consentono un livello di dettaglio elevatissimo.
Di contro richiede superfici ben posizionate e un controllo accurato della distanza focale.
Il laser IR lavora nativamente su molti metalli.
Oro, argento, platino, acciaio inox, ottone, titanio, alluminio e ferro possono essere marcati direttamente.
In questo contesto è corretto parlare di marcatura permanente o micro incisione superficiale.
La profondità di lavorazione è molto ridotta e si misura nell’ordine dei micron.
Il materiale viene modificato nello strato superficiale, senza scavi profondi e senza asportazione significativa di materiale.
Il risultato è stabile, leggibile e resistente all’usura.
È ideale per loghi, testi, numeri di serie, codici QR e personalizzazioni su oggetti finiti.
È particolarmente indicato per gioielli, targhette, utensili, componenti metallici e prodotti già assemblati.
Il laser IR non è progettato per il taglio.
E non è adatto a incisioni profonde o strutturali.
La manutenzione è ridotta e consta nel mantenere pulita l’area di lavoro e la struttura meccanica.
La stabilità nel tempo è uno dei punti di forza di questa tecnologia.
Il costo varia in base alla potenza, all’integrazione con altre sorgenti laser e alla qualità dell’ottica.
Non è un laser entry level e non nasce per essere generalista, ma spesso viene abbinato (in versioni da pochi watt) a classici laser a diodo.
Il laser IR è uno strumento di precisione.
È perfetto per la personalizzazione tecnica e di pregio.
Non sostituisce un laser a fibra quando serve incidere in profondità o asportare materiale, ma è un ottimo compagno da abbinare ad un classico laser a diodo.
Il laser a fibra è lo strumento di riferimento quando il materiale è il metallo.
Condivide la lunghezza d’onda con l’IR, ma qui finisce ogni somiglianza.
La lunghezza d’onda utilizzata è di circa 1064 nm.
La luce viene generata all’interno di una fibra ottica drogata.
Questo permette potenze elevate, grande stabilità e un’eccellente qualità del fascio.
Dal punto di vista meccanico il laser a fibra utilizza spesso teste galvo.
Il movimento non avviene spostando una testa su assi cartesiani, ma tramite specchi ad alta velocità.
Questo consente marcature e incisioni estremamente rapide.
La messa a fuoco è fondamentale e lo spot è molto piccolo.
Anche variazioni minime di quota influenzano direttamente la qualità del risultato.
Il laser a fibra lavora nativamente metalli come acciaio, inox, alluminio, ottone, rame e leghe metalliche.
Su questi materiali l’interazione è diretta ed estremamente efficiente.
A differenza del laser IR, il laser a fibra non si limita a marcare, incide, scava e asporta materiale.
La profondità di incisione dipende dalla potenza e dal numero di passate.
Con sistemi entry level si lavora nell’ordine di decimi di millimetro.
Con macchine più potenti si ottengono incisioni profonde, ben definite e ripetibili.
Il concetto di taglio è presente, ma va contestualizzato.
Il laser a fibra non è progettato per il taglio di lamiere come i sistemi industriali da kilowatt.
Può però eseguire tagli sottili e sagomature su piccoli spessori in applicazioni specifiche.
Il livello di dettaglio ottenibile è molto elevato.
Scritte molto piccole, texture e geometrie complesse sono realizzabili con facilità.
La ripetibilità è uno dei suoi principali punti di forza.
La manutenzione è ridotta e la sorgente a fibra ha una vita molto lunga, spesso superiore a decine di migliaia di ore di utilizzo.
Indicativamente i laser a fibra partono da alcune migliaia di euro, ma in ambito hobbistico è possibile trovarne di più economici vicino ai mille euro.
Per macchine affidabili e adatte a un uso continuativo i prezzi salgono rapidamente.
Si entra in un ambito semi professionale o professionale.

In pratica il laser a fibra è lo strumento giusto quando il metallo non deve solo essere marcato, ma lavorato.
È preciso, veloce e produce lavorazioni durature e ripetibili.
Se il CO2 è il riferimento per i materiali organici, il laser a fibra è il riferimento per i metalli.
Tutto il resto è compromesso.
Non scegliere il laser più potente.
Non scegliere quello che promette di fare tutto.
Scegli quello che lavora bene i materiali che userai davvero.
Che rientra nel tuo budget.
Che non ti complica la vita.
Quando lunghezza d’onda, materiale e utilizzo sono allineati, il laser smette di essere un giocattolo.
E diventa uno strumento.


